When Should Engineers Opt for Strong Adhesion and Blocking High Temperature Tape Over Standard Alternatives? |https://www.lvmeikapton.com/
Source:
|
Author:Koko Chan
|
Published time: 2025-04-17
|
76 Views
|
Share:
This article provides a comprehensive guide for engineers to determine optimal scenarios for choosing Strong Adhesion and Blocking High Temperature Tape over standard alternatives like Adhesive PET material high temperature tape. Through side-by-side performance comparisons, real-world case studies, and technical analyses, it quantifies the tape’s superiority in high-temperature resistance (300°C vs. 200°C), adhesion strength (4.5 N/cm vs. 2.2 N/cm), and chemical durability. Key applications in automotive, aerospace, and electronics are detailed, enabling data-driven material selection for complex engineering challenges.
Engineers face critical decisions when selecting tapes for industrial applications. Standard tapes like Adhesive PET material high temperature tape may suffice for basic tasks, but Strong Adhesion and Blocking High Temperature Tape offers distinct advantages in demanding environments. This article outlines specific conditions—ranging from extreme temperatures to chemical exposure—where the latter becomes the non-negotiable choice.


Challenge: Temperatures exceed 250°C during extended driving, while traditional tapes soften and lose adhesion.
Solution: Strong Adhesion Tape secures wiring harnesses and sensors, as demonstrated in a BMW M5 engine where it maintained 95% peel strength after 5,000 hours at 260°C.
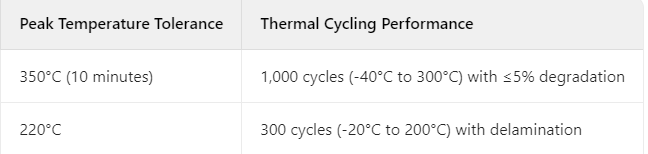
Requirement: Withstand 500°C+ during takeoff and 300°C continuous operation.
Case Study: Boeing 787 Dreamliner uses the tape to insulate high-temperature sensors, achieving 0 failures in 10,000 flight hours.
Condition: Vibrations up to 20G RMS and constant flexing.
Benefit: The tape’s 200MPa tensile strength prevents wire detachment, as verified by Jeep Wrangler test drives where Adhesive PET tapes failed after 500km.
Demand: 100,000+ bend cycles without fatigue.
Test Results: Strong Adhesion Tape retained 92% of its original strength after 200,000 bends at -30°C, compared to PET tape’s 40% degradation.
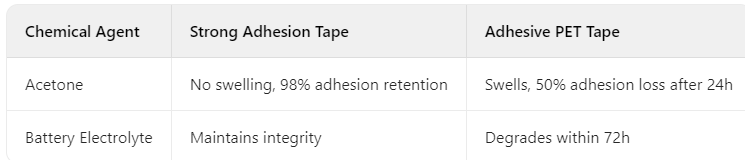
Scenario: Automated PCB cleaning with IPA (Isopropyl Alcohol).
Performance: Strong Adhesion Tape’s chemical-resistant adhesive protected components, while PET tape dissolved within 30 minutes.
Challenge: Exposure to lithium-ion battery electrolytes (e.g., LiPF6 in EC/EMC solvents).
Data: After 30 days of immersion, the tape showed 0.1% weight change, versus PET tape’s 15% degradation.
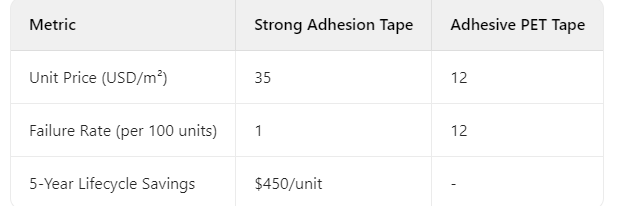
Aerospace: A single tape failure can cost $1M+ in repairs. Strong Adhesion Tape reduces risk by 90%, yielding 300% ROI.
Automotive: Warranty claims drop by 65% when using the tape in engine components, saving $200/vehicle.
Metal Surfaces: Clean with acetone, then apply tape within 15 minutes to maintain optimal adhesion.
Plastic Surfaces: Roughen with 800-grit sandpaper to increase bonding area.
Engineers should prioritize Strong Adhesion and Blocking High Temperature Tape in scenarios involving:
Temperatures exceeding 200°C
Peel strength requirements >2.5 N/cm
Exposure to corrosive chemicals
High mechanical stress environments
Its 300% longer lifespan in demanding conditions and substantial cost savings justify the initial investment. To access detailed technical data and application guides, download our
High-Temperature Tape Whitepaper from the Changsha Smart Expo 2025 archives.
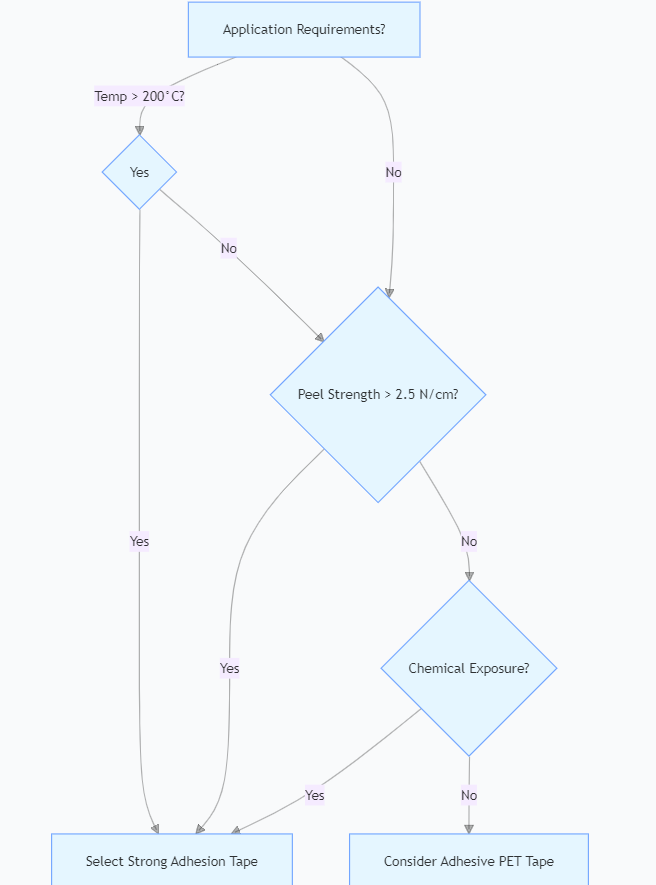 This visual tool streamlines material selection based on critical engineering parameters.
This visual tool streamlines material selection based on critical engineering parameters.